Ремонт поршней
При износе поршня уменьшается его диаметр, появляются отклонения от цилиндричности (овальность и конусность), трещины, задиры и риски на рабочих поверхностях поршня, увеличиваются размеры канавок для поршневых колец, увеличивается и искажается форма отверстий в бобышках для поршневых пальцев в тронковых поршнях, повреждаются привалочные поверхности в дисковых.
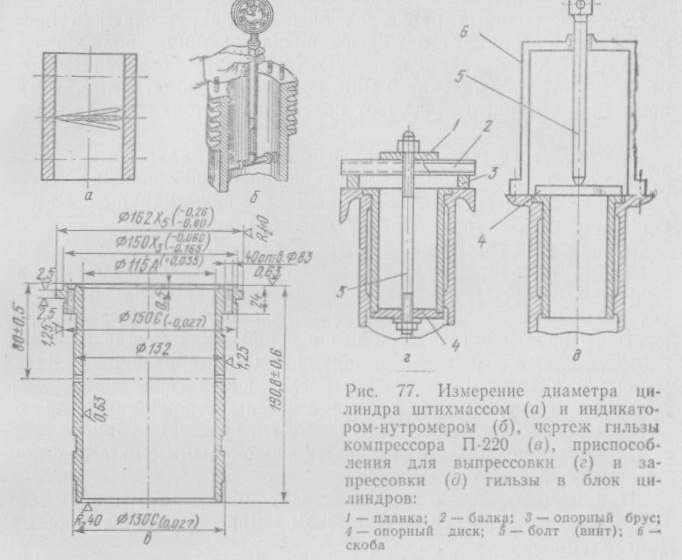
Для контроля износа щупом при снятых поршневых кольцах измеряют зазоры между поршнем и цилиндром в верхней и нижней мертвых точках. Разность замеренных зазоров не должна превышать 0,05-0,07 мм.
Ремонт дисковых поршней
При разборке горизонтальных компрессоров для выемки дисковых поршней используют резьбовые отверстия на внешней стороне, куда ввинчивают приспособление. При дефектации и ремонте дисковых поршней оппозитных компрессоров проверяют соосность цилиндрической рабочей поверхности поршня с поверхностью отверстия для штока (радиальное биение при эксплуатации не должно превышать 0,05 мм), пеперпендикулярность торцевых опорных поверхностей штока (не более 0,02 мм на 100 мм длины отверстия), биение торцевых поверхностей канавок под поршневые кольца, полноту контакта баббитовой опоры с зеркалом цилиндра.
Износ баббитовой опоры определяют осмотром (выкрашивание, задиры и трещины), обстукиванием деревянным молотком (при отставании заливки появляется дребезжащий звук) и измерением диаметра поршня и зазора в паре поршень - цилиндр. Зазор в паре поршень - цилиндр измеряют в вертикальной и горизонтальной плоскостях в крайних положениях поршня с обеих его сторон. Данные измерений записывают в виде таблицы и сравнивают с номинальными и с данными предыдущих измерений при ремонте или осмотре. На практике прибегают к следующим ориентировочным показателям износа баббитовой заливки: не более трети выступающей части, или исходя из расчета 0,15 мм на 100 мм диаметра. При осмотре обращают внимание на полноту контакта баббитовой опоры с зеркалом цилиндра.
Износ канавок под поршневые кольца происходит по торцевым поверхностям и определяется при помощи калибров или щупом и визуально по наличию светлых пятен. Износу подвержены главным образом нижние торцевые поверхности, причем наибольший износ наблюдается в верхней канавке. Увеличение износа канавки и поршневого кольца по высоте приводит к увеличению осевого зазора в кольце и повышенному уносу масла (см. рис. 76,6). Допускают увеличение осевого зазора в 1,5 раза по отношению к номинальному. Измерения износа ведут не менее чем в четырех местах (по оси коленчатого вала и перпендикулярно к ней). Допустим износ поршневых канавок в пределах 10 % ширины канавки. При большем износе поршни бракуют. Канавки на поршне протачивают под поршневые кольца с увеличенной высотой. Биение торцов канавок не должно превышать поля допуска посадки.
Износ поверхностей, сопрягаемых со штоком и ганкой крепления, происходит при недостаточной затяжке или отвинчивании гайки или вследствие деформации штока при перегрузках. На притертых поверхностях появляются светлые пятна. Свидетельством начинающегося износа могут служить осевой зазор (люфт) поршня на штоке и легкость отвинчивания гайки на штоке. Повреждения устраняют притиркой с проверкой плотности прилегания уплотнительных поверхностей по истиранию нанесенных на них карандашных линий.
При перезаливке баббитовой опоры поршня пользуются кокильным приспособлением или проводят наплавку баббита с прутка. Очищенный и обезжиренный поршень закрепляют на оправке, выполненной из стальной трубы и пропущенной через отверстие для штока. Концы оправки устанавливают па опорах, что позволяет поворачивать поршень вокруг его оси. Затем равномерно разогревают поршень газовыми горелками до температуры расплавления полуды и размягчения баббита, стряхивая и счищая последний. Расчистив пазы стальной щеткой и смочив их флюсом, лудят поверхность припоем ПОС-30, растирая его в пазах щеткой. Затем собирают приспособление для заливки, закрепляя стяжной стальной лентой (рис. 78). При наплавке баббита с прутка поршень слегка поворачивают для на-плаиления слоя отдельными участками, необходимо, чтобы баббит переполнял паз, но удерживался силами поверхностного натяжения. Эта операция требует определенного опыта.
При токарной обработке дисковых поршней за базу берут цилиндрическую поверхность отверстия для штока. Поршень закрепляют в станке па оправке, пропущенной через отверстие для штока, и до обработки выверяют на радиальное и осевое биение. Баббит обрабатывают за три операции: обдирочное точение, уплотнение роликом и чистовое точение ( Rа 1,6 мкм). Кромки заливки скашивают для создания масляного клина при работе поршня. Дисковые поршни обычно изготавливают из чугуна СЧ21, и шероховатость при обработке цилиндрических поверхностей не должна превышать Rа 1,6 мкм.
 2 - кокиль 3 - стяжная лента: 4 - болт")
Рис. 78. Стяжное кокильное приспособление для заливки баббитовой опоры поршня: 1 - баббитовая заливка) 2 - кокиль 3 - стяжная лента: 4 - болт
Ремонт тронковых поршней
Тронковые поршни работают в более сложных условиях, чем дисковые. Они играют роль крейцкопфа, испытывают повышенные нагрузки по сравнению с дисковыми, должны обладать достаточной прочностью и жесткостью, минимальной массой. Тронковые поршни изготовляют из чугунов СЧ 18, СЧ 21 и СЧ 24, автоматной стали А12 и алюминиевых сплавов АЛ 10В.
Износ поверхности тронкового поршня происходит главным образом в тронковой части в плоскости, перпендикулярной оси коленчатого вала. Измерения для определения увеличения диаметра, появления овальности и конусности выполняют вдоль оси вала и перпендикулярно к ней в трех сечениях по высоте: на 2-5 мм выше верхнего уплотнительного кольца, по оси отверстия для поршневого пальца и на 2-3 мм выше нижнего маслосъемного кольца. Допускают износ поршня 0,1-0,15 мм на 100 мм диаметра при диаметрах цилиндра до 150 мм и 0,2-0,3 мм при диаметрах цилиндра 150 мм и выше, при этом зазор в паре поршень - цилиндр не должен превышать трехкратной величины первоначального, а овальность и конусность - поля допуска посадки.
При износе отверстий в бобышках поршня зазор в сопряжении поршень - поршневой палец увеличивается и в компрессоре появляется характерный стук. Износ отверстий измеряют в средней части бобышки в вертикальной и горизонтальной плоскостях.
При дефектации отверстий в бобышке поршня для поршневого пальца допускают увеличение зазора не более чем на 0,001 от первоначального при условии замены пальца для обеспечения требуемой посадки.
Отверстия при ремонте растачивают и ставят поршневой пален большего ремонтного размера. В алюминиевых поршнях со втулками изношенную втулку выпрессовывают, запрессовывают новую и развертывают ее до номинального размера.
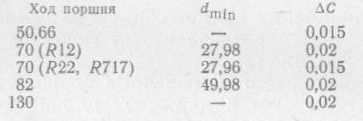
 и поршневого пальца (б) компрессора П-220")
Рис. 79. Эскизы поршня (a) и поршневого пальца (б) компрессора П-220
Износ поясков всасывающего клапана на теле прямоточного поршня происходит от ударов пластин и от попадания на уплот-нительные поверхности твердых частиц - окалины, продуктов механического износа. При восстановлении поврежденных поверхностей притиркой или проточкой необходимо также изменять размеры сопряженных деталей для сохранения неизменными высоты подъема клапанных пластин и линейного мертвого пространства. Срыв и забоины резьбы в отверстиях не допускаются. Риски, натиры и забоины зачищают шабером и абразивным полотном.
В многоцилиндровых компрессорах при ремонте проверяют, чтобы массы поршней различались не более чем на 5 % (при массе поршня до 100 кг).
При токарной обработке тронковых поршней в качестве базы для проверки и обработки наружной цилиндрической поверхности берут внутреннюю цилиндрическую поверхность нижней части ( юбки ) поршня или гнезда под клапан. Основной базой для проверки и обработки отверстий для поршневого пальца служат торец юбки и основная цилиндрическая поверхность поршня.
Шероховатость обработки цилиндрической поверхности поршня не должна превышать Ra 0,40-0,16 мкм для малых и Ra 0,80 мкм для средних компрессоров, поверхности в бобышках под палец не более Ra 0,40 мкм, боковых поверхностей канавок под уплотнительиые кольца - Ra 1,6 мкм. Твердость поверхности составляет для чугунных поршней НВ 170-240, для алюминиевых - НВ 85.
Тонкое растачивание отверстий ведут в приспособлениях с обязательной последующей проверкой перпендикулярности осей пальца и поршня.
От: PoljakovA,
Скрыть комментарии (2)
Похожие темы:
| Большая стирка без проблем | Новые горизонты TV | Кредитка для вас |
 |  |  |
| Продавцу про обувь | Парфюмерно-косметические товары | Правила удачных покупок |
 |  |  |
Почему не могу копировать текст?
1
Вадим, а вам зачем? ,
2