Ремонт поршневых пальцев холодильных установок
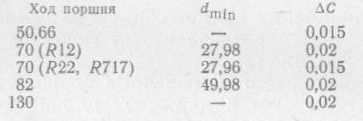
Износ поршневых пальцев определяют визуально - трещины, сколы, риски, выкрашивание цементируемого слоя, осповидные повреждения, цвета побежалости от нагрева в случае заедания в подшипнике - и измерением диаметра, овальности и конусности. Пальцы с явными дефектами, с шероховатостью поверхности более Ra 0,100 мкм, с износом более 0,05 мм на 10 мм диаметра подлежат замене. Измерения пальцев ведут в вертикальной и горизонтальной плоскостях в четырех сечениях (в середине бобышек и два во втулке шатуна). Допускают уменьшение диаметра dmin пальцев (в мм), предельную величину овальности и конусности Δс (в мм) для компрессоров в зависимости от хода поршня (в мм).
Изношенные пальцы восстанавливают пластической деформацией (раздачей), электролитическим хромированием или металлизацией. При определении величины слоя покрытия учитывают припуск на шлифование (0,015-0,025 мм). При ремонте раздачей пальцы нагревают, подвергают деформации, протачивают, цементируют, закаливают н шлифуют под номинальный размер. Иногда практикуют установление ремонтных размеров при замене пальцев.
Ремонт и изготовление поршневых колец. Поршневые кольца чрезвычайно разнообразны по конструкции, которая зависит от давления сжатия, рода сжимаемого газа, материала кольца, количества смазки и вида трения.

Основные сведения о поршневых кольцах
Холодильные компрессоры выпускают с чугунными одинарными кольцами прямоугольного сечения или с кольцами из полимерных и графитовых материалов, также одинарными и прямоугольного сечения, с экспандерами- подкладными пружинящими кольцами. В настоящее время современные быстроходные компрессоры выпускают с кольцами из дешевых и технологичных материалов на основе полиамидов с прорезью-замком: прямым, косым или внахлестку. Замок внахлестку на полимерных кольцах несложно изготовлять на приспособлении.
 и приспособление для прорезания замка внахлест на полимерных кольцах (г)")
 и приспособление для прорезания замка внахлест на полимерных кольцах (г)")
Величина теплового зазора в замке поршневого кольца зависит от материала кольца и рассчитывается, исходя из необходимости компенсации теплового расширения. Для металлических колец она определяется нормалями. Заводы-изготовители холодильных ' компрессоров указывают величину теплового зазора в замке в документации. Зазор в замке уплотнительного металлического кольца при установке в цилиндр составляет 0,004 диаметра цилиндра, а отношение высоты кольца к ширине - от 0,6 до 0,7.
В холодильных компрессорах при разности давлений нагнетания и всасывания не более 2,1 МПа и частоте вращения вала от 8 до 12 с-1 поршни выполняют с четырьмя уплотннтельными кольцами, при частоте вращения свыше 12 до 16 с-1 - с тремя, а при частоте вращения свыше 16 до 24 с-1 - с двумя. При сборке поршня кольца устанавливают со смещением замка на 120° в смежных кольцах, а при двух уплотнительных кольцах- со смещением на 180°. Однако при работе компрессора кольца могут повернуться вследствие тангенциального действия струи газа при истечении из щели косого замка, и замки могут оказаться расположенными на одной линии. В идеальном случае при хорошем состоянии зеркала цилиндра и поршневого кольца в вертикальных цилиндрах кольцо должно было бы при работе компрессора постепенно вращаться, обеспечивая равномерный износ, хорошую приработку и уплотнение. Однако на практике наблюдается приработка кольца в определенном положении. Поэтому рекомендации по установке колец со смещением замка одно относительно другого, об изменении направления прорези в косых замках в смежных кольцах необходимо выполнять во всех типах машин. Существует много технических решений по фиксации положения замка кольца на поршне, легко осуществимых для колец из пластмасс с экспандерами (например, бурт на кольце, входящий в паз поршневой канавки). Во время разборки компрессора обращают внимание на маркировку приработанных поршневых колец относительно поршня при последующей сборке для сохранения достигнутой плотности поршневого уплотнения и предотвращения повышенного износа колец и цилиндра. Маслосъемное кольцо ставят на поршень с замком, расположенным в плоскости, перпендикулярной оси пальца.
Удельная нагрузка от упругости поршневых колец на зеркало цилиндра не должна превышать 0,15-0,2 МПа. Поршневые кольца изготовляют из серого чугуна СЧ 24 при диаметре до 200 мм и СЧ 21 при диаметре свыше 200 мм, это объясняется тем, что с уменьшением диаметра кольца модуль упругости материала должен быть больше. Наиболее желательна индивидуальная отливка кольца овальной формы; такое кольцо обеспечивает более равномерное давление по периметру и соответственно более плотное прилегание его к зеркалу цилиндра.
В большинстве случаев на заводах чугунные поршневые кольца изготовляют из групповых заготовок - маслот, представляющих собой пустотелые цилиндры центробежной отливки с буртом на одном конце для предотвращения искажения формы при механической обработке. Твердость колец должна быть на 5-10 единиц НВ меньше твердости зеркала цилиндра для обеспечения опережающего износа колец.
При изготовлении высоту поршневого кольца выдерживают по посадке db, наружный диаметр по посадке js-б, внутренний - по посадке #8. Различие в радиальной толщине кольца при этом не должна превышать суммы допусков на обработку наружной и внутренней поверхностей кольца. Непараллельность торцевых поверхностей должна быть в пределах допуска на изготовление. Наружные грани колец делают острыми, с внутренних - снимают фаску или закругляют их, чтобы предотвратить защемление колец в канавках поршня. Упругость кольца в свободном состоянии измеряется на приспособлениях (рис. 82). Токарную обработку чугунных поршневых колец проводят до шероховатости не более Ra 40 мкм для внутренних цилиндрических поверхностей, R„ 1,6-0,80 мкм для наружных цилиндрических поверхностей, R„ 0,8*--0,40 мкм для торцевых поверхностей.

Дефектация и ремонт
Судить об изношенности поршневых колец можно по уменьшению производительности компрессора, по внешнему виду кольца (темные пятна на блестящей поверхности свидетельствуют о неплотном прилегании к зеркалу, а блеск на торцевых поверхностях кольца - об износе кольца по высоте), а также путем измерений.
При дефектации путем измерений снятого с поршня кольца проверяют величину теплового зазора, плотность прилегания к цилиндру, упругость кольца, неплоскостность торцевых поверхностей (коробление), разностенность (неравномерность износа кольца по радиальной толщине), величину износа по радиальной толщине и высоте. Все измерения проводят главным образом универсальным инструментом или несложными приспособлениями. Обычно дефектацию поршневых колец после их поомывки. осушки и осмотра начинают с измерений высоты и радиальной толщины колец. Износ по высоте проще всего контролировать проходным и ненроходным калибром и отбраковкой при износе, превышающем допуск посадки d8. При отбраковке кольца при большом износе по радиальной толщине иногда допускают износ в отдельных местах до одной четверти, но при этом учитывается одновременно ряд других факторов; хорошая приработка кольца к зеркалу цилиндра, равномерность износа (различие радиальной толщины не более 0,3 мм), упругость кольца (допускается потеря упругости до 30%), величина теплового зазора в замке, оценивается возможность работы кольца до предельного износа при работе компрессора до следующего ремонта, при котором возможна замена кольца.

Неплоскостность (коробление) поршневого кольца проверяют щупом на контрольной плите (до 0,04 мм при диаметрах колец до 200 мм и до 0,05 мм при диаметрах колец от 200 до 500 мм).
При проверке плотности прилегания допускается зазор на дуге не более 45°, не более чем в двух местах и не ближе 30° к замку. Плотность прилегания кольца к цилиндру определяет распределение радиального давления на зеркало цилиндра и при нормальной упругости кольца обеспечивает расчетную величину удельного давления. При подготовке к замене изготовленные кольца прокатывают по канавке вокруг оси поршня, проверяя зазор щупом H9d8. При недостаточном зазоре торцевые поверхности притирают на плите с пастой гои.
Упругость колец малых компрессоров
Упругость колец малых компрессоров может быть измерена непосредственно на циферблатных торговых весах, если кольцо закрепить на тарелке весов в таком же положении, как на приспособлении, показанном на рис. 82. Нажимая сверху на кольцо рукой, можно измерить необходимое усилие для смыкания концов кольца в замке.
Кольца снимают и ставят на поршень специальными клещами, но чаще всего с помощью 3-4 металлических пластин толщиной примерно 0,5 мм, ширина которых зависит от диаметра поршня. Подняв концы кольца в замке из канавки, пластины заводят под кольцо и, подняв его из канавки, сдвигают по пластинам к днищу поршня. Надевают поршневые кольца таким же образом. При снятии и надевании колец необходимо проявлять внимательность и не разводить концы кольца широко во избежание его поломки. Особенно осторожно надо обращаться с кольцами из хрупких материалов - чугуна, графита и полимерных композиций на основе графита. При использовании более гибких полимерных материалов при дефектации поршневых колец проверяют сохранение ими эластичности. Так, поршневые кольца из термостабилизированиого капрона проверяют на
хрупкость во время текущего ремонта, а также при устранении неисправностей, в результате которых могло произойти повышение температуры стенки цилиндра. Кольцо считают пригодным к дальнейшей работе, если оно не ломается при разведении замка на 100-150 мм. Хрупкость в эластичном материале появляется в результате старения полимера, которое ускоряется при повышении температуры. Использование полимеров вместо чугуна резко снизило износ цилиндров и повысило в несколько раз ресурс колец. Так, ресурс колец на компрессорах П110 и П220 составляет 15 тыс. ч.

Изготовление в ремонтных цехах
Технология изготовлении заготовок и колец поршневого (и сальникового) уплотнений из неметаллических материалов определяется свойствами материала, товарной формой его выпуска завода-изготовителя и располагаемым оборудованием. Кольца из графитовых материалов, не обладающих эластичностью, изготовляют в виде сегментов. В технологический процесс их изготовления входят следующие операции: расточка и обточка цилиндрической заготовки с припуском, разрезка заготовок на кольца с припуском на шлифовку и притирку, разрезка пакета колец в оправке на сегменты фрезой, шлифовка стыке и сегментов в оправке, расточка и обточка сегментов в оправках до номинальных размеров по цилиндрическим поверхностям, притирка торцевых поверхностей сегментов и проверка размеров по калибрам. Такая технологии обеспечивает взаимозаменяемость сегментов и их мелкосерийное производство.
При обработке следят за своевременной и правильной заточкой инструмента, соблюдением режима резания и борьбой с запыленностью помещения.
Использование тупого инструмента приводит к сколу, микротрещинам и перегреву материала. Станок оборудуют местными отсосами; токарь надевает респиратор, а материал для уменьшения пыления замасливают. Частота вращения вала при обработке 4-5 с, а после предварительною замасливания материала может быть увеличена до 7-8,5 с-' Точение ведут с малыми подачами за несколько проходов резцами, форма которых позволяет уменьшить вероятность сколов. Притирку проводят с водой во избежание амасливания плиты.
Заготовки из листовых материалов изготовляют на сверлильном станке или на приспособлениях (аналогичных приспособлениям для вырезания прокладок).
 и фрезерное приспособление для разрезания поршневых колец (б")
Кольца из композиций на основе фторопластов вытачивают, как правило, из заготовок в виде втулок. При выборе размеров заготовок учитывают два момента: размеры втулок могут отличаться от указанных в справочнике на величину допуска по техническим условиям на материал; поверхностный слой заготовок необходимо удалять на толщину 0,5-2 мм (в зависимости от материала), а для материала АФГМ - на 3 мм для удаления возможных поверхностных дефектов. С целью экономии материала необходимо продумывать раскрой втулок для получения из них колец разных размеров (рис. 10-13, б). Поршневые кольца из ЛФГ - 80 ВС и других графитофторопластов вытачивают из круглой заготовки в виде врезки отрезным резцом на токарном станке ленты по винтовой линии шагом, равным высоте поршневого кольца с припуском на ширину резца. Затем Г-образным резцом подрезают заготовку и полученную ленту по проволочному шаблону разрезают на заготовки колец. После срезания ленты первого ряда проводят чистовую обточку заготовки и операции повторяют.
Механическую обработку колец из полимеров выполняют в оправках и приспособлениях (рис. 85), аналогичных применяемым при изготовлении металлических колец.
От: Поляков А.И.,
Скрыть комментарии (0)
| UP |
Похожие темы:

| Большая стирка без проблем | Новые горизонты TV | Кредитка для вас |
 |  |  |
| Продавцу про обувь | Парфюмерно-косметические товары | Правила удачных покупок |
 |  |  |