Ремонт цилиндров
Характерными дефектами цилиндров являются отклонение от цилиндричности (овальность, конусность), увеличение диаметра цилиндра из-за механического износа, повреждения рабочей поверхности цилиндра (зеркала), а также повреждения уплотнительных поверхностей и резьбовых отверстий в блоке цилиндров.
Увеличение диаметра определяют как разность наибольшего диаметра в месте износа цилиндра и номинального диаметра, овальность - как разность диаметров в одном и том же сечении, конусность - как разность диаметров, расположенных в одной плоскости вдоль оси цилиндра, но взятых в двух сечениях.
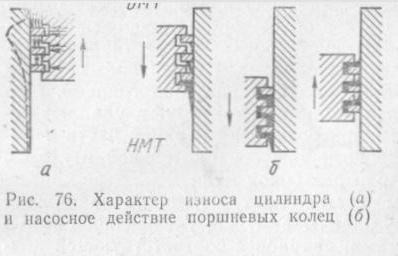
Овальность и конусность обусловлены неравномерным усилием шатуна (в бескрейцкопфных компрессорах), направленным под углом к оси цилиндра, а также увеличением давления поршневых колец на цилиндр по мере движения поршня к верхней мертвой точке. При дефектации проверяют неплоскостность привалочных поверхностей, состояние уплотнительных поверхностей гнезд клапанов и состояние водяных полостей (наличие накипи). Особое внимание обращают на состояние рабочей поверхности цилиндра (зеркала цилиндра). Измерения цилиндра проводят в трех поясах: в средней части и на расстоянии 20 мм от краев цилиндра или его гильзы штих-массом или индикаторным нутромером. Во время измерений штихмасс слегка покачивают и записывают наименьшее значение. Следует учитывать то, что индикатор показывает отклонение от установленного размера.
Допускают увеличение диаметра цилиндра до 0,2-0,3 мм на 100 мм диаметра. При этом проверяют, чтобы зазор между поршнем и цилиндром не превышал более чем в 2-3 раза первоначальный (номинальный) размер. В случае превышения предельных норм износа цилиндры и гильзы растачивают под следующий ремонтный размер. При ремонте цилиндров некоторых типов компрессоров малых холодильных машин устанавливают до 6 групп селекции.
Предельные значения овальности и конусности
Предельные значения овальности и конусности указывают в технических условиях на ремонт. Они не должны превышать половины допуска на износ, а при расточке или изготовлении - наибольшего значения допуска по квалитету для системы отверстия.
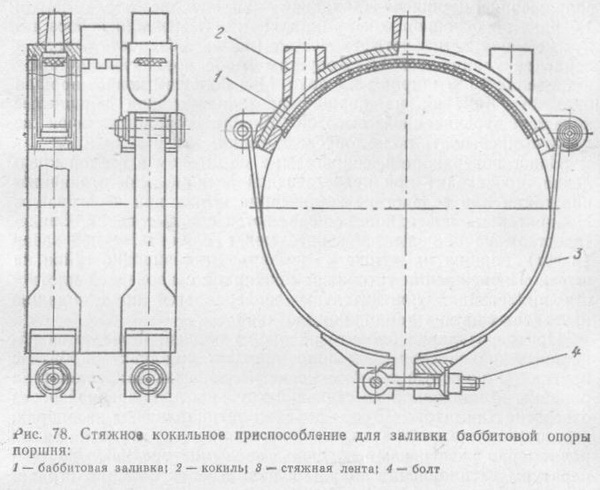
Неглубокие риски (до 0,1 мм), небольшие задиры и другие дефекты на зеркале цилиндра устраняют зачисткой шабером, напильником, наждачным полотном на лекальной колодке, подогнанной под кривизну цилиндра, и корундовым камнем. Глубокие риски разделывают крейцмейсселем с последующей заплавкой баббитом.
Возможны случаи появления трещин в стенках водяной рубашки, причиной которых является замерзание воды в рубашке.
Трещины в водяных рубашках обычно обнаруживают в процессе эксплуатации. При подозрении на трещину в водяной рубашке проводят гидравлическую опрессовку (давлением не более 0,4 МПа) в течение 5 мин, причем предполагаемые места появления трещин очищают от краски и грунтовки до металлического блеска.
Появление трещин во фланце крепления цилиндра к блоку компрессора возможно из-за неравномерной затяжки гаек крепления или перенапряжений в металле из-за нарушения температурного режима во время работы компрессора.
Повреждения торцевых поверхностей, сопрягаемых с ложной крышкой, исправляют путем зачистки, заплавки баббитом и притирки торца. Протачивание торца допускают только в случае возможности соблюдения номинальной линейной величины мертвого пространства. Трещины в перемычках между клапанными гнездами в блоках цилиндров, в цилиндрах и в водяных рубашках устраняют сваркой с последующей термообработкой для снятия внутренних напряжений и испытанием давлением по нормам завода-изготовителя. Трещины в водяной рубашке также паяют латунью или заделывают эпоксидными смолами с постановкой заплат из стеклоткани.
При необходимости замены втулку цилиндра (гильзу) выпрессовывают на гидравлическом или винтовом прессе.
 и индикатором-нутромером (б), чертеж гильзы компрессора П-220 (о), приспособления для выпрессовки (г) и запрессовки (д) гильзы в блок цилиндров: 1 - планка: 2 - балка; 3 - опорный брус; 4 - опорный диск; 5 - болт (вннт); 6 -скоба")
Рис. 77. Измерение диаметра цилиндра штихмассом (а) и индикатором-нутромером (б), чертеж гильзы компрессора П-220 (о), приспособления для выпрессовки (г) и запрессовки (д) гильзы в блок цилиндров: 1 - планка: 2 - балка; 3 - опорный брус; 4 - опорный диск; 5 - болт (вннт); 6 -скоба
При растачивании или изготовлении новых гильз и цилиндров овальность и конусность не должны превышать половины допуска на диаметр; неперпендикулярность оси привалочным плоскостям - 0,02 мм на 100 мм длины; шероховатость зеркала Ra 0,63-1,25 мкм при диаметре 150 мм и выше; шероховатость поверхностей, сопрягаемых е клапанной доской и с цилиндрическими поверхностями блок-картера - Ra 1,25 мкм, сопрягаемых с литой крышкой - Ra 0,16 (после притирки). Материалом отливок служат модифицированные чугуны СЧ21 и СЧ24. Твердость зеркала цилиндра составляет НВ 170-240, а при термообработке НВ 320-380.
Вновь изготовленные втулки подвергают гидравлическому испытанию на прочность (на давление, соответствующее требованиям завода-изготовителя). Потение металла при испытании не допускается. Необходимо иметь в виду, что чистовая обработка внутренней поверхности гильзы до номинального размера проводится до запрессовки, что значительно упрощает выполнение доводочных операций. Гильзы сопрягают с блок-картером по скользящей посадке, а не по посадкам с натягом, так как в результате нагрева гильзы при работе возникают напряжения. Непараллельность осей цилиндрических посадочных поверхностей к оси гильзы не должна превышать 0,02 мм на 100 мм длины.
Для устранения овальности и конусности цилиндры и блоки цилиндров растачивают на расточных и на токарно-карусельных станках. Растачивание проводят одно- или двухрезцовой головкой на шпинделе или борштанге При больших скоростях и малой подаче (0,05-0,1 мм на оборот) и глубине резания (0,05-0,1 мм). Чистовое растачивание цилиндров и гильз обеспечивает шероховатость поверхности не менее Ra 0,63 мкм.
Для повышения точности обработки и уменьшения шероховатости применяют доводочную операцию - хонингование на специальном станке абразивными брусками. Конструкция хонинговального станка обеспечивает прижим брусков по диаметру обрабатываемого цилиндра и сообщает им одновременно вращательное движение по зеркалу цилиндра и равномерное возвратно-поступательное движение по образующим цилиндра. Хонингование обеспечивает снижение шероховатости зеркала цилиндра до Ra 0,40 мкм, что требуется для средних и крупных компрессоров, а при чистовом хонинговании для цилиндров малых машин до Ra 0,2-0,1 мкм.
Размеры брусков выбирают в зависимости от диаметра цилиндра. Материал брусков - чаще всего карбид кремния на керамической связке зернистостью 6-8 для предварительного и 3-4 для чистового хонингования. Хонингование можно проводить и на вертикально-сверлильном станке с выполнением возвратно-поступательного движения головки вручную. Во избежание вдавливания частиц абразива в зеркало цилиндра При хонинговании обеспечивают обильную подачу охлаждающе-смазочной жидкости. При обработке цилиндров бруски должны примерно на 'з выходить за зеркало цилиндра. Окружная скорость брусков при хонинговании должна быть в пределах 60- 70 ммин; скорость подачи 15-20 ммин. При обнаружении коробления или других повреждений поверхности подвергают шабрению и притирке. Равномерность прилегания крышек к корпусу или цилиндру проверяют щупом при полностью затянутых шпильках. Проверяют также состояние резьбы па гайках и шпильках.
При каждом осмотре и ремонте проверяют состояние полостей цилиндра и очищают их от нагара, накипи и следов коррозии.
Очистку водяных полостей от отложений солей (накипи) производят химическими методами с учетом характера отложений. Карбонатные отложения очищают 10 %-ным раствором соляной кислоты с добавками ингибиторов. Раствор заливают в очищаемые полости и выдерживают там в течение 3 ч. Контроль за интенсивностью прохождения реакции проводят по выделению пузырьков диоксида углерода в верхней части. После очистки раствор сливают, полость промывают водой, а затем пассивируют. Сульфатные и силикатные отложения удаляют нагретыми до 60-80 °С щелочными растворами. Продолжпительность обработки до 20 ч. Шлам после обработки удаляют водой. В качестве реагента используют 10 %-ный раствор каустической соды или 3-5 %-ный раствор тринатрийфосфата.
От: Поляков А.И.,
Скрыть комментарии (0)
| UP |
Похожие темы:
| Большая стирка без проблем | Новые горизонты TV | Кредитка для вас |
 |  |  |
| Продавцу про обувь | Парфюмерно-косметические товары | Правила удачных покупок |
 |  |  |