Технология сборки компрессора после ремонта
Качество сборки во многом определяет долговечность и надежность компрессора. Сборочные работы при ремонте проводят в том же порядке, что и при сборке на заводе-изготовителе.
Отличительной особенностью сборочных работ при ремонте является то, что в ремонтном цехе могут использоваться только универсальные оснастка и оборудование и нет глубокого разделения труда, как при массовом производстве. Квалификация слесарей-ремонтников поэтому должна быть выше, чем у слесарей-сборщиков на заводе-изготовителе. Кроме того, при ремонте ставят детали и сборочные единицы с различным сроком службы (ресурсом до ремонта), т. е. используют как приработанные детали, так и детали, требующие приработки - новые, восстановленные при ремонте или детали с ремонтными размерами.
После проведения всех ремонтных операций компрессор собирают в последовательности, обратной процессу разборки. Вначале собирают отдельные сборочные единицы (узловая сборка): блок-картер с гильзами, коленчатый вал с противовесами и подшипниками, кривошипно-шатунную группу, клапаны, масляный насос и привод. Перед узловой сборкой детали моют и сушат, вырезают прокладки, подготавливают шпильки и болты, прогоняя по всей длине резьбы гайки. Пароннтовые прокладки пропитывают при температуре 60-70 °С маслом (для машин с R 717) или глицерином (для машин с R 12 и R 22). С резиновых уплотнительных колец удаляют облой. Проверяя детали перед сборкой, зачищают заусенцы и при необходимости притупляют кромки.
 и использование универсального центрирующегося устройства для определения перпендикулярности торцевой поверхности корпуса оси расточки (б):")
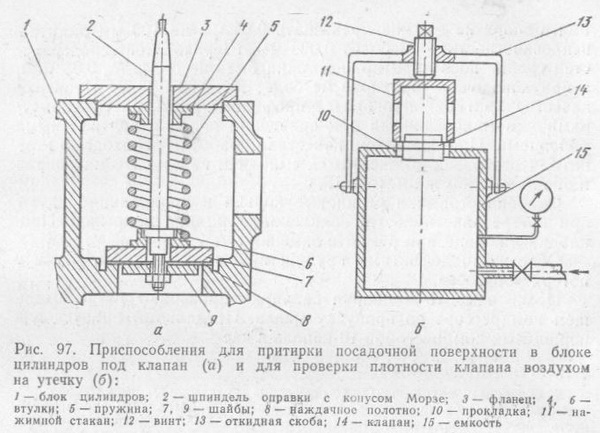
Если в корпусных деталях выполнялись расточки, то до сборки проверяют перпендикулярность, параллельность или соосность их базовым осям или поверхностям. Проверку при мелкосерийном ремонтном производстве осуществляют приспособлениями (рис. 98, а) и с помощью самоцентрирующихся оправок (рис. 98,6). Допускается неперпендикулярность осей не более 0,03 мм на 100 мм длины. Самоцентрирующиеся оправки (см. рис. 98, б) состоят из центрирующей оси, на которой устанавливают для каждого проверяемого размера переставные клеммы и упоры. Налаживают оправку таким образом, чтобы ролики рычажных систем находились в средней части расточек, а натяг составлял примерно 0,5 мм. Приспособление обеспечивает центрирование с погрешностью не более 0,012 мм. Посадочные пояски в корпусных деталях перед сборкой смазывают маслом.
Сборка крейцкопфных компрессоров
Сборка бессальниковых компрессоров
Сборка блок-картерных компрессоров
От: PoljakovA,
Скрыть комментарии (0)
| UP |
Похожие темы:
| Большая стирка без проблем | Новые горизонты TV | Кредитка для вас |
 |  |  |
| Продавцу про обувь | Парфюмерно-косметические товары | Правила удачных покупок |
 |  |  |