Предупреждение механического износа
Непременное требование предупреждения преждевременного износа - соблюдение правил эксплуатации обслуживания при использовании оборудования. Для снижения износа прибегают к повышению качества материала деталей, твердости поверхностей трения, подбору хорошо сочетающихся материалов для сопряженных деталей, повышению чистоты обработки трущихся деталей, улучшению режима и качества смазки деталей трущихся пар.
От качества металла деталей зависят интенсивность и характер пластических деформаций, явлений усталости. Для уменьшения износа применяют специальные антифрикционные сплавы, термическую и термохимическую обработку поверхности (закалка, цементация, азотирование и др.), специальные покрытия твердыми металлами или сплавами, повышают качество обработки поверхностей. В процессе ремонта оборудования часто (с учетом опыта эксплуатации) подбирают материал одной из пары или обеих сопряженных деталей, изменяют чистоту обработки деталей, повышают твердость поверхностей трения. Износ металла прямо пропорционален удельному давлению и обратно пропорционален твердости материала.
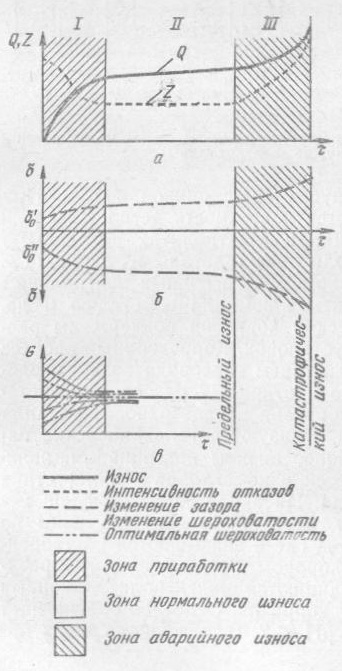
Чистота обработки поверхности определяет фактическую поверхность контакта трущихся деталей. В начале работы микронеровности разрушаются и возникает новый микрорельеф поверхности, соответствующий условиям работы сопряженных деталей. Шероховатость поверхности деталей независимо от первоначальной чистоты обработки в процессе работы стремится к одному установившемуся значению (рис. 58, в). Это свидетельствует о необходимости выбора для условий работы каждой пары трения, оптимальной чистоты обработки. Период изменения шероховатости совпадает с периодом приработки.
Смазка снижает износ, так как при достаточной толщине слоя смазки трение деталей друг о друга заменяется трением слоев смазки (жидкостное трение). Например, для пары сталь - бронза износ при смазке уменьшается в 30 раз. Кратковременное отсутствие смазки приводит к резкому повышению износа и заеданию деталей.

Различают виды трения: жидкостное, полужидкостное (смазка покрывает только часть поверхностей трения деталей), полусухое (смазку имеет небольшая часть поверхностей трения), сухое (смазка отсутствует).
Масло для смазки следует подавать под остаточным давлением, чтобы обеспечить образование масляного клина (рис. 59,а, б). Температура его должна соответствовать расчетной вязкости и в то же время обеспечивать охлаждение зоны трения. Количество масла должно быть достаточным для отвода теплоты, выделяемой в зоне трения. При суммарном зазоре в подшипнике  во время работы подшипника обеспечивается жидкостное трение (рис. 59, в). По мере износа зазор увеличивается, давление масла и толщина масляного слоя уменьшаются и может начаться полужидкостное трение, при котором интенсивность износа еще более увеличится. Подвод и распределение масла должны быть такими, чтобы обеспечивалась необходимая толщина слоя масла по всей поверхности подшипника, а в поступательно движущихся деталях образовался масляный клин (рис. 59, г)..
во время работы подшипника обеспечивается жидкостное трение (рис. 59, в). По мере износа зазор увеличивается, давление масла и толщина масляного слоя уменьшаются и может начаться полужидкостное трение, при котором интенсивность износа еще более увеличится. Подвод и распределение масла должны быть такими, чтобы обеспечивалась необходимая толщина слоя масла по всей поверхности подшипника, а в поступательно движущихся деталях образовался масляный клин (рис. 59, г)..
От: PoljakovA,
Скрыть комментарии (0)
| UP |
Похожие темы:
| Большая стирка без проблем | Новые горизонты TV | Кредитка для вас |
 |  |  |
| Продавцу про обувь | Парфюмерно-косметические товары | Правила удачных покупок |
 |  |  |