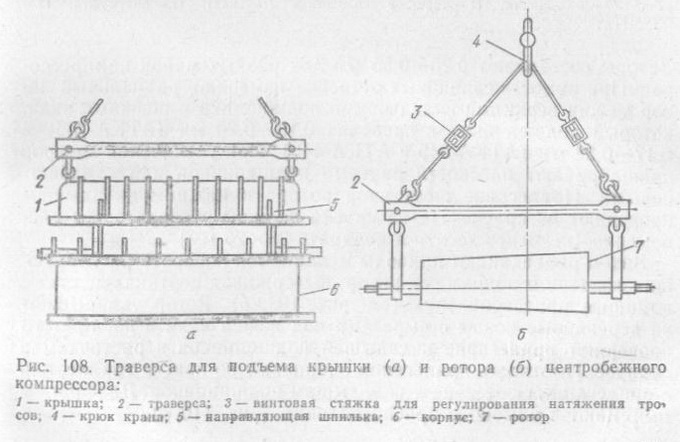
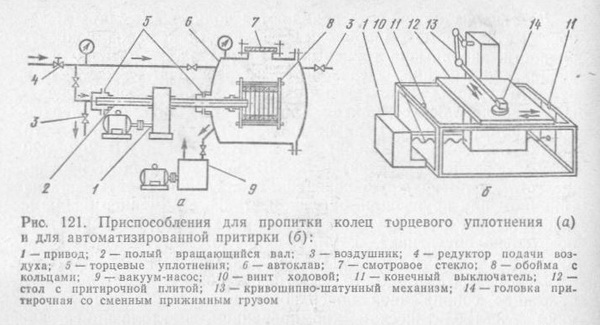
Технология ремонта теплообменных аппаратов
В процессе длительной работы происходит эрозионный и коррозионный износ труб и стенок корпуса: теплопередающие поверхности загрязняются и эффективность теплопередачи падает. Характерными дефектами являются уменьшение толщины стенки трубы, днища, корпуса, свищи в сварных швах, повреждение уплотнительных поверхностей, трещины на корпусных деталях и трубах, вмятины, неплотности и пропуски в вальцовке труб в трубных решетках, увеличение диаметра отверстий в трубных решетках, язвенная, межкристаллитная и другие виды коррозии, повреждение опор, резьбы на крепежных деталях, увлажнение или повреждение теплоизоляции.
Структура ремонтного цикла оборудования различна и зависит от характера производства, типа аппарата и холодильной установки в целом. Все теплообменпое оборудование холодильных установок эксплуатируют с проведением через каждые три месяца профилактического осмотра, ежегодного текущего ремонта, среднего ремонта (через 3 года) и капитального ремонта через 12 лет. В ряде случаев ограничиваются двумя видами ремонта- текущим и капитальным.
При профилактических осмотрах проверяют затяжку фланцевых соединений, устраняют неплотности, выполняют подтяжку или перебивку сальников запорной арматуры, осматривают приборы контроля, предохранительные устройства, проверяют натяжение приводных ремней в аппаратах с мешалками и вентиляторами, очищают желоба в оросительных конденсаторах.
При текущем ремонте проводят дополнительный объем работ: частичную разборку и демонтаж запорной арматуры, перебивку всех сальников, замену прокладок, проверку герметичности арматуры, ремонт предохранительных и обратных клапанов, в оросительных конденсаторах - демонтаж и очистку отбойных щитов и труб, очистку и регулировку водораспределительных устройств
При среднем ремонте дополнительно к объему текущего ремонта проводят съем крышек теплообменников с очисткой труб и полостей от ила, накипи, продуктов коррозии, испытания на плотность для выявления возможных течей труб в трубных решетках, подвальцовку, зачеканку или подварку свищей и течей, глушение дефектных труб, проверку и наладку работы мешалок, выборочную проверку труб испарителей (типа ИА или ИП) и оросительных конденсаторов на коррозию, ремонт теплоизоляции, освидетельствование сосудов технической администрацией предприятия.
При капитальном ремонте дополнительно к объему среднего ремонта выполняют работы по замене всех ранее заглушённых трубок (при глушении более 15% трубок), замену труб и секций, имеющих течи, замену труб с износом более 25 % по толщине стенки, ремонт и замену запорной арматуры, освидетельствование сосудов инспектором Госгортехнадзора СССР.
Очистка теплообменных аппаратов.
Хорошая очистка тепло-передающей поверхности не только увеличивает теплопередачу, но и способствует удлинению срока службы аппаратов. Очистку проводят химическими, механическими, гидравлическими ультразвуковым или смешанным способами.
Механические способы очистки используют для очистки труб теплообменников. Устройство для очистки состоит из вращающейся штанги с режущим инструментом на конце. Штанга вместе с приводом (электродрель или пневмодвигатель) прикреплена к тележке, перемещающейся по монорельсу по мере продвижения штанги по трубе теплообменника. Вращающаяся штанга заключена в трубу, которая защищает руки рабочих и одновременно служит трубопроводом для подачи воды с целью промывки отложений. Горизонтально приспособление перемещается вручную. Для очистки У-образных труб теплообменных аппаратов и трубок малого диаметра используют гибкие валы, приводимые в движение различного рода двигателями.
Инструмент, применяемый при механической чистке, разнообразен: сверла, ерши, резцы, буры, шарошки.
При пескоструйной очистке песок вместе с водой подается в очищаемый аппарат ( мокрая пескоструйная очистка). Если песок подается в воду струей воздуха, то в этом случае осуществляется очистка смесью воды, воздуха и песка.
При гидропневматической очистке в трубу подают с помощью водовоздушного пистолета воду под давлением 0,5- 0,6 МПа и воздух под давлением 0,7-0,8 МПа в соотношении 1:1. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает двигаться толчками с интенсивными завихрениями, что способствует разрушению отложений.
Продолжительность очистки
При гидромеханической очистке вода под давлением до 70 МПа подается насосом по высоконапорному гибкому шлангу в полую штангу, на конце которой укреплено сопло с отверстиями, располагаемыми в большинстве случаев под углом 45 к оси штанги. Этот метод требует соблюдения определенных мер предосторожности, но позволяет проводить очистку быстро и без эрозионного износа.
При подаче воды в полую штангу, в том случае если наконечник выполнен из твердосплавного резца или сверла, можно очищать трубки со сплошной забивкой. Давление воды в таком случае не превышает 1,0 МПа.
Самым простым и надежным методом предупреждения отложений на стенках труб является ультразвуковой. Суть его заключается в том, что скорости распространения волн в металле и в отложениях значительно различаются и при возникновении деформации в граничной зоне происходит непрерывное разрушение тонкого слоя отложений.
При техническом перевооружении промышленных установок, в тех случаях когда в водоохлаждающих оборотных циклах не предусмотрены эффективные устройства по очистке воды от ила, целесообразно использовать конденсаторы с псевдокипением ( самоочищающийся конденсатор). В процессе работы под действием ударов частиц песка поверхность труб очищается от ила и накипи. Недостатком этого эффективного конденсатора является коррозионно-эрозионный износ стенок конденсатора и необходимость изготовления по этой причине труб только из легированной стали.
 и гидромеханическая (б) очистка теплообменников, установка преобразователей для очистки ультразвуком (в) и схема работы «самоочищающегося» конденсатора — конденсатора с псевдо- кипящим потоком песка (г)")
Порядок ремонтных операций после подготовки отключенного от схемы аппарата и сдачи его в ремонт следующий: демонтаж арматуры и трубопроводной обвязки, разборка резьбовых соединений, съем крышек, люков, выемка трубных решеток, если это позволяет конструкция аппаратов, проверка плотности и прочности труб и их крепление в трубных решетках путем пневматических или гидравлических испытаний, глушение и развальцовка (обварка) труб в трубных решетках, извлечение труб из корпуса при их замене, постановка новых труб с предварительной очисткой отверстий в решетках и зачисткой концов труб, ремонт корпусных деталей, вырубка и вырезка прокладок, подготовка крепежа, сборка аппарата, испытания на плотность и прочность, сдача в эксплуатацию.
Ремонт теплообменных аппаратов начинают с проверки их плотности. Течи в теплообменных аппаратах выявляют при их испытании давлением воды (опрессовка). При испытании неразъемных кожухотруоных аппаратов воду подают в межтрубное пространство и, поднимая давление до давления испытания, проверяют аппарат на отсутствие течей в трубной решетке и из полости трубок. В случае затруднений в удалении воды из аппаратов течи в холодильных теплообменных аппаратах определяют давлением сухого воздуха или азота (пневматическая опрессовка) с проверкой обмылнванием или течеискателями. Выявленные трубы с течами могут быть отглушены временными пробками для продолжения испытаний.
При ремонте теплообменных аппаратов, как указывалось выше, допускается глушение не более 15 % трубок. Правку мятых трубок осуществляют на винтовых приспособлениях путем протаскивания пробки-оправки на штанге. Трубы глушат с двух сторон пробками на резьбе или на припое.
При замене вальцованные трубы подрезают за трубной решеткой специальным резцом или рассверливают для уменьшения толщины стенки и последующей выемки. Все эти операции проводят так, чтобы не повредить поверхности отверстий в решетке. Рассверливание ведут ступенчатым сверлом с центрирующим гладким концом, равным внутреннему диаметру трубы и режущей частью, равной 3Д наружного диаметра труб. Уменьшение толщины труб резко снижает напряжение в вальцованном соединении, и труба легко вынимается. Чтобы не уронить трубу в межтрубное пространство, в нее вставляют с другой трубной решетки металлический прут или используют приспособления.
, глушение дефектных труб резьбовой пробкой (б); резиновой прокладкой с разжимными конусами (в), резиновой прокладкой на период испытаний (г); вытаскивание дефектных труб (д) и стадии вальцовки: вставка трубы в решетку (е), подвальцовка (ж) и окончательная развальцовка и бортовка ( з")
Трубы, закрепленные в трубной решетке с помощью сварки, удаляют из аппарата вырубкой вручную кольцевого шва или срезанием торца трубы и валнкового шва фрезой с приводом от гибкого вала. До замены выбитых дефектных трубок новыми отверстия в трубных решетках зачищают, продувают и насухо протирают. Продольные риски на поверхностях отверстий зачищают шабером. Шероховатость поверхности в отверстиях под вальцовку должна быть не ниже R„ 0,80 мкм.
Концы труб зачищают, протирают, трубы вставляют в трубную решетку, зазоры продувают воздухом. Величина зазора не должна быть меньше 0,5 и больше 1,5 % диаметра трубы. При малых зазорах трудно заводить трубы в трубную решетку, а при больших появляется опасность потери прочности трубы и плотности соединения. Развальцовку начинают с привальцон-ки - раздачи конца трубы для его закрепления в отверстии. Привальцовку выполняют вальцовкой с длиной роликов на 10- 12 мм, превышающей толщину трубной решетки. После прн-вальцовки всех труб проводят окончательную развальцовку из расчета 15-20 % толщины стенки вальцуемой трубы и отбор-товывают концы труб под углом 15° к оси трубы. Привальцовку выполняют крепежной вальцовкой, окончательную привальцовку и отбортовку - бортовочной вальцовкой (с бортовочными роликами).
Сначала развальцовывают все трубки в одной решетке, а затем в другой. При большом количестве заменяемых трубок порядок вальцовки следующий. Вальцуют вначале четыре трубки крест-накрест, а затем все трубки по периметру, после чего все остальные.
Качество работы проверяют осмотром на отсутствие трещин и разрывов, подреза труб по кромке гнезда, а также убеждаются в отсутствии ярко выраженного перехода между вальцованной и невальцованной частью.

При ремонте теплообменных аппаратов могут быть использованы приспособления, работающие в полуавтоматическом режиме. Примером может служить развальцовочная машина (рис. 114), которая может быть использована при соответствующей смене инструмента для развальцовки, торцовки и удаления труб из теплообменника, а также для нарезания кольцевых канавок в отверстиях трубных решеток теплообменников с трубами диаметром от 14 до 57 мм. Машина работает в ручном, автоматическом и полуавтоматическом режимах. На раме машины расположена тележка 3, перемещаемая в горизонтальном направлении посредством цепного привода. На ней установлена вертикальная рама, по которой перемещается горизонтально расположенная рама с приводом для развальцовки. Вертикально рама с приводом перемещается также с помощью цепной передачи, а в поперечном направлении - с помощью рычага.

Управление приводами вертикального и горизонтального перемещений осуществляется с пульта-координатора, а управление и выбор режима работы привода развальцовки выполняют с выносного пульта, расположенного на защитном кожухе телескопического вала. Развальцовку труб в отверстиях трубных решеток выполняют инструментом, закрепляемым в головке, соединенной с валом. При торцовке, подрезке и нарезании канавок в решетке управление мотор-редуктором от кнопочной станции.
Свищи и трещины в корпусных деталях и обечайках заваривают. После всех работ по сварке корпусных деталей сосуды, подлежащие контролю Госгортехнадзора СССР, подвергают гидравлическому испытанию на прочность. Опрессовку кожухо-трубных аппаратов жесткой конструкции проводят со снятыми крышками и с проверкой качества вальцовки в решетках. Во время заполнения аппаратов водой перед испытаниями необходимо обеспечить при любой конструкции выход воздуха из испытываемой полости.
От: Поляков А.И.,
Скрыть комментарии (2)
Похожие темы:
| Большая стирка без проблем | Новые горизонты TV | Кредитка для вас |
 |  |  |
| Продавцу про обувь | Парфюмерно-косметические товары | Правила удачных покупок |
 |  |  |
Здравствуйте, у вас опубликована технология ремонта теплообменных аппаратов с фотографиями. На какой вы ссылайтесь документ?
1
Тут идёт вверху ссылка на книгу Невейкина В.Ф. 1989 года - Монтаж, эксплуатация и ремонт холодильных установок.
2