Сборка крейцкопфных компрессоров
Перед сборкой проверяют точность взаиморасположения постели вкладышей коренных подшипников, что особенно важно для многоопорных валов. Проверку удобнее всего проводить по ложному валу, для чего удаляют штифты, фиксирующие положение вкладыша в ложе. Если при ремонте ограничиваются перезаливкой хорошо подогнанных вкладышей, то штифты не удаляют, а детали маркируют по месту установки. После проверки прилегания ложного вала к постели вкладышей (щуп толщиной 0,05 мм не должен проходить) проверяют прилегание вкладышей к постели. Плотность прилегания вкладышей проверяют по краске (не менее 4-5 пятен в квадрате размером 25 x 25 мм). Качество прилегания вкладышей обеспечивает отвод теплоты от поверхностей трепня, предотвращает неравномерность нагрузки во время работы компрессора, которая может приводить к отслаиванию баббитовой заливки и является условием правильной укладки коленчатого вала. Подгонку производят шабрением. Проверяют выступание плоскостей разъема вкладышей над плоскостями разъема лож рамы и их крышек. При подгонке детали маркируют по месту их установки.

Рис. 104. Приспособление для измерения параллельности привалочных плоскостей
рамы и перпендикулярности оси направляющих крейцкопфа валу
1 — поворотные головки для проверки параллельности торцевых поверхностей осей вала и перпендикулярности осей; 2 — рама; 3 — ложный вал; 4 — приспособление для проверки параллельности привалочной плоскости рамы валу; 5 — приспособление для проверки перпендикулярности вала и оси направляющих крейцкопфа; 6
Подгонка поверхности подшипников к коренным шейкам валов при капитальном ремонте крупных компрессоров является трудоемкой и ответственной операцией. После установки фиксирующих штифтов и нижних вкладышей укладывают ложный вал, покрытый тонким слоем краски, ставят полные комплекты прокладок в разъеме, устанавливают верхние вкладыши, закрывают крышки и обжимают слегка гайками. Устанавливают также все детали стяжек и распорок, обеспечивающие жесткость рамы. После этого поворачивают ложный вал и по краске пришабривают поверхности вкладышей, всякий раз поджимая гайки до тех пор, пока при затяжке гаек динамометрическим ключом количество пятен в квадрате 25 X 25 не будет более 10-12. Во время пришабривания вкладышей коренных подшипников одновремено обеспечивают параллельность оси вала плоскости привалки фонаря (корпуса направляющих крейцкопфа). Непараллельность выявляют штихмассом с микрометрической индикаторной головкой, замеряя расстояния между образующей ложного вала и контрольной линейкой, уложенной на привалочную плоскость рамы, или поворотным индикаторным приспособлением, прикрепляемым к планке на привалочной плоскости. Затем в фонари запрессовывают гильзы и прикрепляют их к привалочным плоскостям рамы. Плотность прилегания проверяют щупом (щуп 0,05 мм не должен проходить).
Проверяют, перпендикулярна ли ось гильзы оси вала и привалочной плоскости фонаря и цилиндра. При проверке используют приспособление в виде вала, центрируемое в гильзе направляющих крейцкопфа и упирающегося в ложный вал, лежащий на вкладышах коренных подшипников.
После этого приступают к укладке коленчатого вала, для чего снимают крышки коренных подшипников и верхние вкладыши. Вал со смазанными краской шейками укладывают на нижние вкладыши, на торцевые поверхности кладут прокладки и закрывают верхними вкладышами и крышками. После затяжки гаек поворачивают вал и снимают крышки и верхние вкладыши. Затем вкладыши пришабривают по краске. Нижние вкладыши считаются подогнанными, если после многократного повторения проверки на краску и шабрения пятен после поворачивания вала на рабочей поверхности на дуге 60-80° останутся равномерно расположенные пятна (не менее десяти в квадрате 25 X 25 мм). Боковые зазоры замеряют щупом.
Одновременно проверяют горизонтальность укладки вала (не более 0,15 мм на 1 м длины) и биение коренных шеек вала (не более 0,12 мм).
 и измерение зазоров обжатием свинцовых проволочек (б)")
Верхние вкладыши проверяют после подгонки нижних и укладки вала. Подгонка верхних вкладышей заключается в подборе зазора между его рабочей поверхностью и шейкой вала, необходимого для подачи масла и теплового расширения. Зазоры в толстостенных вкладышах регулируют подбором прокладок. Величина зазора приведена в инструкции на компрессор (приблизительно 0,001 диаметра вала). Определяют зазоры обжатием свинцовых проволочек.
После затяжки гаек проверяют осевые зазоры, а после разборки проводят шабровку по пятнам. После подгонки вкладышей вал снимают, тщательно прочищают и продувают воздухом смазочные каналы рамы, подшипников вала и внутреннюю полость рамы. Коренные шейки вала смазывают маслом и повторяют сборку с затяжкой гаек динамометрическим ключом.
При биении коренных шеек многоопорного вала происходит излом оси и циклические нагрузки при работе компрессора могут привести к аварии. Вал проворачивают на 360° и проверяют в двух диаметрально противоположных положениях расхождение щек каждой шатунной шейки (не более 0,02 мм).
Величина расхождения щек равна разности значений, полученных при измерениях в двух положениях вала (в одной плоскости). Место установки штихмасса кернят (см. рис. 86). При измерении расхождения щек индикаторным приспособлением для проверки правильности замера вал поворачивают в исходное положение и индикатор должен показать первоначальное значение. По измерениям расхождения щек строят диаграммы излома оси вала в горизонтальной и вертикальной плоскостях, чтобы можно было определить места шабрения вкладышей. Допустимое расхождение щек валов Р3 = 16-S1000, а после ремонта не более РР = 110S1000, где Р - расхождение щек и 5 - ход поршня, мм.
При сборке шатунно-кривошипной группы подгоняют вкладыши, проверяя по краске плотность их прилегания к шейке вала, а также прилегание стыков шатуна и крышки. Плоскости разъема вкладышей должны выступать на 0,05-0,08 мм над плоскостью разъема шатунов. Плотность прилегания торцов шатунных болтов и гаек к опорным поверхностям проверяют щупом по краске. Затем подготавливают летали сборочной единицы крейцкопфа: притирают конусные поверхности пальца, ползуны крейцкопфа пришабривают к гильзе, проверяют щупом 0,05 мм прилегание нижнего ползуна к гильзе, регулируют прокладками зазор между верхней направляющей и гильзой (0,1-0,2 мм), проверяют соосность гильзы и отверстия под шток в крейцкопфе. После этого приступают к сборке шатуна с крейцкопфом; при этом проверяют зазор в верхней головке шатуна между втулкой и пальцем, а также перпендикулярность образующей гильзы оси разъемной головки шатуна. Соединяют шатун с коленчатым валом; При этом проверяют радиальные и осевые зазоры. Радиальным зазор в подшипнике проверяют по оттиску на свинцовой проволочке диаметром 0,5 мм при полной затяжке гаек шатунных болтов динамометрическим ключом, осевой - щупом.
Проверяют соосность цилиндра и направляющих крейцкопфа, а также перпендикулярность их осей осям шеек коленчатого вала. Проверку проводят индикаторами приспособления, описанного выше (см. рис. 98), при вынутом крейцкопфе. Горизонтальность цилиндра проверяют уровнем; уклон цилиндра по отношению к направляющим допускается не более 0,1 мм на 1 м длины. Все недостатки устраняются только пришабриванием привалочных поверхностей.
До сборки сальника его корпус испытывают на прочность и плотность. При сборке проверяют осевые зазоры между кольцами в камерах и совпадение масляных каналов. После этого камеры собирают на шпильки и на прокладке устанавливают в крышку цилиндра. О правильности установки сальника, а затем и предсальника и равномерности затяжки гаек судят по результатам измерений в четырех местах величины зазоров между соответствующими прилегающими поверхностями цилиндра и фланцев.
При сборке поршней со штоками притирают торцы гайки и буртика штока к поршню. После сборки проверяют перпендикулярность оси штока торцу поршня (угольником и щупом). Затем зеркало цилиндра, поршень и шток смазывают маслом и конец штока закрывают тонкостенной втулкой со входным конусом для предотвращения повреждения колец сальника. Поверхность втулки обрабатывают по посадке d 11 и полируют. Собранный поршень заводят в цилиндр до выхода штока из сальника, снимают защитную втулку и соединяют шток с крейцкопфом.
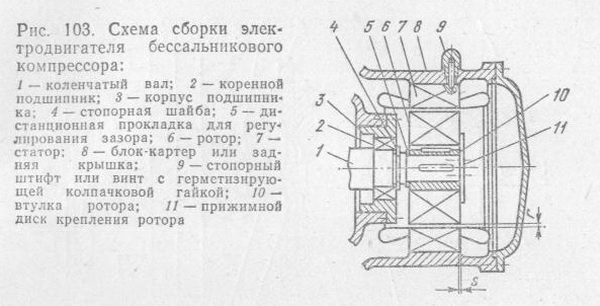
Сборка бессальниковых компрессоров
Сборка блок-картерных компрессоров
ТЕХНОЛОГИЯ СБОРКИ КОМПРЕССОРА ПОСЛЕ РЕМОНТА
От: Поляков А.И.,
Скрыть комментарии (0)
| UP |
Похожие темы:
| Большая стирка без проблем | Новые горизонты TV | Кредитка для вас |
 |  |  |
| Продавцу про обувь | Парфюмерно-косметические товары | Правила удачных покупок |
 |  |  |